


قالب گیری بادی یا دمشی (Blow Molding) فرآیندی مهم و حیاتی در صنعت پلاستیک است که برای تولید قطعات توخالی پلاستیکی مانند انواع بطریها، گالنها و مخازن به کار میرود. این فرآیند با دمش هوای فشرده به درون یک پلاستیک مذاب یا نیمه مذاب، آن را به شکل قالب درآورده و محصول نهایی را تولید میکند. کاربرد گسترده این روش در زندگی روزمره، آن را به یکی از ارکان تولید انبوه تبدیل کرده است. در ادامه به بررسی جامع این فرآیند، انواع، مراحل، کاربردها و چشمانداز آینده آن خواهیم پرداخت.
قالبگیری بادی (Blow Molding) چیست؟
قالب گیری بادی که با نامهایی همچون بلومولدینگ یا قالبگیری دمشی نیز شناخته میشود، یک روش تخصصی و پرکاربرد برای شکلدهی به پلاستیکهاست که محصولات توخالی و اغلب بستهبندی را تولید میکند. اصول کار این فرآیند بر پایه انبساط یک ترموپلاستیک نرمشده درون یک قالب بسته از طریق دمش هوای فشرده استوار است.
مراحل کلی فرآیند قالبگیری بادی
فرآیند قالب گیری بادی، صرف نظر از نوع آن، شامل مراحل اساسی زیر است که به شرح آن میپردازیم:
- ذوب مواد اولیه پلاستیک: در ابتدا، مواد اولیه پلاستیکی (معمولاً به صورت گرانول) در یک واحد اکستروژن یا تزریق، ذوب شده و به حالت مذاب و قابل شکلدهی در میآیند.
- تشکیل پریزون یا پریفرم: ماده پلاستیکی مذاب به شکل یک لوله توخالی به نام پریزون (در قالبگیری بادی اکستروژن) یا یک قطعه پیشساخته جامد شبیه لوله آزمایش به نام پریفرم (در قالبگیری بادی تزریقی و کششی) شکل میگیرد.
- بستن قالب و دمش هوای فشرده: پریزون یا پریفرم درون یک قالب فلزی باز قرار گرفته و سپس قالب حول آن بسته میشود. بلافاصله پس از بسته شدن قالب، هوای فشرده به درون پلاستیک دمیده میشود. این دمش هوا باعث میشود پلاستیک منبسط شده و به دیوارههای داخلی قالب بچسبد و شکل آن را به خود بگیرد.
- خنککاری و انجماد قطعه: پس از شکلگیری کامل، پلاستیک توسط سیستمهای خنککننده موجود در قالب (معمولاً جریان آب)، سرد شده و منجمد میشود تا شکل نهایی خود را حفظ کند.
- خروج قطعه از قالب و عملیات تکمیلی: پس از خنککاری و انجماد کامل، قالب باز شده و قطعه پلاستیکی توخالی از آن خارج میشود. در برخی روشها (مانند اکستروژن بادی)، ممکن است نیاز به عملیات تکمیلی مانند برش پلیسهها (ضایعات اضافی) باشد.
مواد اولیه فرآیند قالبگیری بادی
مواد اولیه فرآیند بلومولدینگ در بازار ایران به گرانول بادی معروف است. انتخاب پلیمر مناسب، نقش حیاتی در کیفیت، خواص و عملکرد نهایی محصول تولیدی با قالب گیری بادی ایفا میکند. اکسیر پلیمر به عنوان یک تولیدکننده گرانول بازیافتی و تولیدکننده کامپاند پلیمری، طیف وسیعی از گرانول بادی برای این فرآیند را ارائه میدهد. از جمله مهمترین پلیمرهایی که در این فرآیند کاربرد گستردهای دارند، میتوان به موارد زیر اشاره کرد:
- پلیاتیلن (PE): این پلیمر، به ویژه در نوع پلیاتیلن سنگین (HDPE) که به صورت گرانول HDPE عرضه میشود، به دلیل استحکام خوب، مقاومت شیمیایی بالا و هزینه مناسب، پرکاربردترین ماده در تولید بطریهای شیر، شامپو، مواد شوینده و گالنهای بزرگ است. نوع پلیاتیلن سبک (LDPE) نیز برای ظروف انعطافپذیرتر استفاده میشود.
- پلیاتیلن ترفتالات (PET): گرانول PET ماده اصلی تولید بطریهای نوشیدنی (آب، نوشابه، روغن خوراکی) است. شفافیت عالی، مقاومت در برابر گازها و سبکی وزن از ویژگیهای بارز آن است.
- پلیپروپیلن (PP): گرانول پلی پروپیلن به دلیل مقاومت بالا در برابر حرارت و مواد شیمیایی، برای ظروف قابل استریل، بستهبندیهای غذایی گرم و برخی قطعات خودرو استفاده میشود.
- پلیوینیل کلراید (PVC): گرانول PVC در گذشته برای بطریهای روغن و مواد شوینده استفاده میشد، اما به دلیل مسائل زیست محیطی کاربرد آن کاهش یافته است. با این حال، هنوز در برخی کاربردهای خاص مورد استفاده قرار میگیرد.
- پلیکربنات (PC): این پلیمر برای تولید بطریهای آب بزرگ (مثل بطریهای آبسردکن) و ظروف مقاوم در برابر ضربه به کار میرود که به صورت گرانول PC در دسترس است.
- ABS (Acrylonitrile Butadiene Styrene): گرانول ABS به دلیل مقاومت بالا در برابر ضربه و قابلیت رنگپذیری، در تولید برخی قطعات توخالی صنعتی و اسباببازیها که نیاز به استحکام مکانیکی بالایی دارند، مورد استفاده قرار میگیرد. هرچند کمتر از HDPE یا PET در قالبگیری بادی رایج است، اما برای کاربردهای خاص که نیاز به سختی و ضربهپذیری بالا دارند، مانند قطعات خودرو، میتواند به صورت کامپاند ABS یا به صورت ترکیبی با سایر پلیمرها به کار رود
- پلی استایرن (PS): هرچند گرانول پلی استایرن به دلیل شکنندگی کمتر در قالبگیری بادی رایج است، اما در برخی کاربردهای خاص که شفافیت و قیمت پایینتر مدنظر است، میتواند استفاده شود، به خصوص در قالبگیری تزریقی-بادی برای ظروف یکبار مصرف. همچنین، کامپاند پلی استایرن با بهبود خواص، میتواند در این حوزه نیز کاربرد پیدا کند.
اکسیر پلیمر با ارائه گرانول پلی پروپیلن، گرانول پلی استایرن، گرانول ABS و گرانول HDPE با کیفیت بالا و همچنین تولید کامپاند پلی پروپیلن و کامپاند پلی استایرن مطابق با نیازهای صنعت، به تولیدکنندگان کمک میکند تا محصولات بادی با بهترین خواص مکانیکی و ظاهری را تولید کنند. انتخاب دقیق ماده اولیه بر اساس کاربرد نهایی و خواص مورد نیاز محصول، برای رسیدن به نتیجه مطلوب ضروری است.
انتخاب صحیح ماده اولیه پلیمری نه تنها بر کیفیت نهایی محصول تاثیر میگذارد، بلکه میتواند کارایی فرآیند تولید و هزینههای عملیاتی را نیز به شکل چشمگیری بهینه سازد.
انواع فرآیند قالب گیری بادی
فرآیند قالب گیری بادی به سه روش اصلی تقسیم میشود که هر یک ویژگیها، مزایا و کاربردهای خاص خود را دارند:
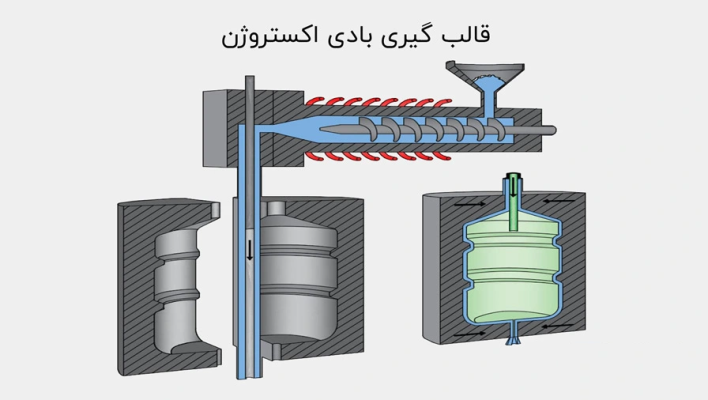
قالب گیری بادی اکستروژن (Extrusion Blow Molding)
این روش، قدیمیترین و رایجترین نوع قالبگیری بادی است که در آن، ماده پلاستیکی ذوبشده به صورت یک لوله توخالی عمودی به نام “پریزون” (Parison) از دستگاه اکسترودر خارج میشود. سپس قالب به دور پریزون بسته شده، آن را برش میدهد و هوای فشرده به داخل آن دمیده میشود تا به شکل دیوارههای قالب درآید.
مراحل دقیق فرآیند قالبگیری بادی اکستروژن
- اکسترود کردن پریزون: پلاستیک مذاب به طور پیوسته یا متناوب از یک دای (Die) خارج شده و پریزون را تشکیل میدهد.
- بستن قالب بر روی پریزون و برش آن: دو نیمه قالب به دور پریزون بسته میشوند و در پایین، آن را پرس کرده و برش میدهند.
- دمش هوا و چسبیدن پریزون به دیواره قالب: هوای فشرده از طریق یک پین وارد پریزون شده، آن را متورم میکند تا به دیوارههای سرد قالب بچسبد.
- خنککاری و خروج قطعه: پس از خنک شدن و انجماد، قالب باز شده و قطعه خارج میشود. قسمتهای اضافی (پلیسه) در این مرحله باید بریده شوند.
انواع سیستمهای اکستروژن بادی
- پیوسته (Continuous): پریزون به صورت مداوم اکسترود میشود و قالبها به صورت نوبتی پریزون را گرفته و محصول را تولید میکنند. این روش برای تولید حجم بالا مناسب است.
- متناوب (Intermittent): اکستروژن پریزون قطع و وصل میشود.
- روش رفت و برگشتی (Reciprocating Screw):پیچ اکسترودر به جلو و عقب حرکت کرده و پریزون را به صورت یکجا خارج میکند.
- روش انباشتگر (Accumulator Head): پلاستیک مذاب در یک مخزن انباشته شده و سپس به سرعت به شکل پریزون خارج میشود. برای قطعات بزرگ مناسب است.
کاربردهای قالبگیری بادی اکستروژن
این روش برای تولید ظروف و گالنهای بزرگ، بطریهای شیر و شامپو، مخازن سوخت خودرو، قطعات توخالی صنعتی و اسباببازیها بسیار مناسب است.
مزایا قالب گیری بادی اکستروژن
- نرخ تولید بالا و هزینههای ابزار اولیه پایینتر.
- قابلیت تولید ظروف با اندازههای بسیار بزرگ و دستهدار.
- امکان تولید محصولات چندلایه برای بهبود خواص مانع (Barrier Properties).
معایب قالب گیری بادی اکستروژن
- تولید پسماند مواد (پلیسه) که نیاز به بازیافت دارد.
- کنترل کمتر بر ضخامت دیواره، به خصوص در گوشهها.
- نیاز به عملیات تکمیلی پس از تولید (پلیسهگیری).
قالب گیری بادی تزریقی (Injection Blow Molding)
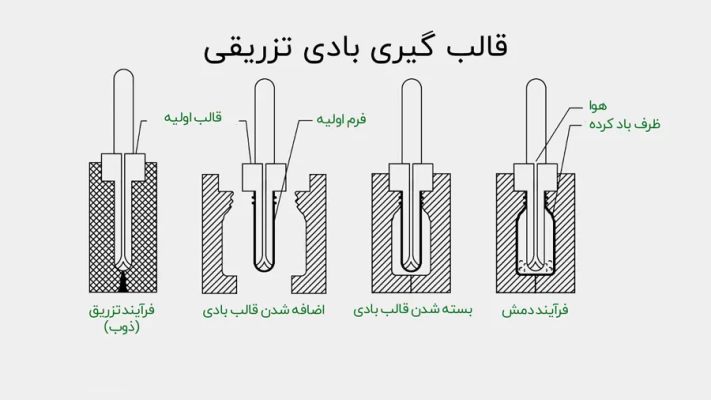
این فرآیند، ترکیبی دقیق از قالب گیری تزریقی و قالب گیری بادی است. در مرحله اول، یک “پریفرم” (Preform) دقیق و با ابعاد مشخص، با استفاده از فرآیند قالبگیری تزریقی تولید میشود. این پریفرم یک قطعه جامد شبیه لوله آزمایش است که معمولاً قسمت دهانه و رزوه آن کاملاً شکل گرفته است. در مرحله دوم، پریفرم به قالب بادی منتقل شده و با دمش هوای فشرده به شکل نهایی محصول درمیآید.
مراحل دقیق فرآیند قالبگیری بادی تزریقی
- مرحله تزریق: گرانول پلی اتیلن، گرانول پلی پروپیلن یا سایر پلیمرهای مناسب در واحد تزریق ذوب شده و به درون قالب تزریق میشوند تا پریفرم (یک لوله کوچک با دهانه کامل) شکل بگیرد.
- مرحله دمش: پریفرم، در حالی که هنوز گرم و پلاستیکی است، به قالب دوم منتقل میشود. هوای فشرده از طریق پین به درون پریفرم دمیده شده و آن را به شکل دیوارههای قالب نهایی درمیآورد.
- مرحله خروج: پس از خنککاری و انجماد، قالب باز شده و محصول نهایی بدون نیاز به پلیسهگیری خارج میشود.
مفهوم پریفرم (Preform)
پریفرم، قطعه اولیه و پیشساختهای است که در فرآیندهای بادی تزریقی و کششی-بادی استفاده میشود. کیفیت و دقت ابعادی پریفرم، نقش بسیار مهمی در کیفیت و یکنواختی محصول نهایی دارد. اکسیر پلیمر با ارائه گرانول ABS، گرانول HDPE و گرانول پلی استایرن مناسب برای تولید پریفرم، به تولیدکنندگان کمک میکند.
کاربردهای قالب گیری بادی تزریقی
این روش برای تولید ظروف کوچک و دقیق دارویی، آرایشی و بهداشتی، بطریهای دهان گشاد با گردن رزوه دار دقیق، و سایر محصولاتی که نیاز به دقت ابعادی و کیفیت سطح بالا دارند، کاربرد دارد.
مزایای قالب گیری بادی تزریقی
- ضایعات تولیدی ناچیز و عدم نیاز به عملیات تکمیلی (پلیسهگیری).
- کیفیت سطح عالی و دقت ابعادی بسیار بالا.
- یکپارچگی و توزیع یکنواخت ضخامت دیواره در محصول نهایی.
معایب قالب گیری بادی تزریقی
- سیکل تولید طولانیتر نسبت به اکستروژن بادی.
- هزینه ابزار و قالب بالاتر.
- عدم توانایی تولید ظروف دستهدار یا اشکال بسیار پیچیده.
- محدودیت در اندازه قطعات تولیدی.
قالب گیری بادی کششی (Stretch Blow Molding)
قالبگیری بادی کششی، پیشرفتهترین نوع قالبگیری بادی است که به دلیل افزایش خواص مکانیکی و شفافیت محصول نهایی، به طور گسترده برای تولید بطریهای نوشیدنی به کار میرود. این فرآیند با ترکیب دمش هوای فشرده و کشش مکانیکی پریفرم (معمولاً با استفاده از یک میله سنبه) انجام میشود.
مراحل دقیق فرآیند قالب گیری بادی کششی
- حرارتدهی پریفرم: پریفرمهای از پیش ساختهشده (معمولاً از جنس PET) در یک کوره حرارتدهی، تا دمای مناسب برای کشش و دمش گرم میشوند.
- کشش محوری (طولی): پریفرم گرم شده به داخل قالب بادی منتقل شده و یک میله سنبه به صورت محوری (طولی) آن را میکشد و طول میدهد.
- دمش هوای فشرده برای کشش مقطعی: همزمان با کشش محوری، هوای فشرده به درون پریفرم دمیده میشود تا آن را به صورت مقطعی (عرضی) منبسط کرده و به دیوارههای قالب بچسباند.
- خنککاری و خروج: محصول نهایی به سرعت خنک و سخت شده و از قالب خارج میشود.
انواع سیستمهای کششی بادی
- تک مرحلهای (One-Stage): تمام مراحل (تزریق پریفرم، حرارتدهی، کشش و دمش) در یک دستگاه واحد انجام میشود.
- مزایا: کنترل بهتر فرآیند، مناسب برای حجمهای کمتر.
- معایب: سیکل تولید طولانیتر، پیچیدگی بیشتر دستگاه.
- دو مرحلهای (Two-Stage): تولید پریفرم و فرآیند کشش بادی در دو دستگاه مجزا صورت میگیرد. پریفرمها ابتدا تولید و ذخیره شده و سپس در دستگاه دوم حرارتدهی، کشش و دمش میشوند.
- مزایا: مناسب برای حجمهای بسیار بالا، انعطافپذیری در تامین پریفرم، سرعت تولید بالا.
- معایب: نیاز به فضای بیشتر و سرمایهگذاری اولیه بالاتر.
کاربردهای قالب گیری بادی کششی
رایجترین روش برای تولید بطریهای آب، نوشابه، روغن خوراکی، و سایر نوشیدنیها به دلیل شفافیت عالی، استحکام کششی بالا و مقاومت به ضربه.
مزایا قالبگیری بادی کششی
- افزایش قابل توجه خواص مکانیکی (استحکام کششی، مقاومت به ضربه، خواص مانع).
- شفافیت بصری عالی و ظاهر براق.
- کاهش وزن قطعه (بهرهوری مواد) و توزیع یکنواخت ضخامت دیواره.
معایب قالبگیری بادی کششی
- هزینه سرمایهگذاری اولیه بالا (به ویژه در سیستمهای دو مرحلهای).
- محدودیت در تولید اشکال بسیار پیچیده و ظروف دستهدار.
- تطبیقپذیری کمتر با انواع مختلف پلیمرها (عمدتاً برای PET).
مقایسه جامع انواع فرآیند قالبگیری بادی
برای درک بهتر تفاوتها و انتخاب بهترین روش برای کاربردهای مختلف، در جدول زیر به مقایسه جامع سه نوع اصلی قالبگیری بادی پرداختهایم:
| فاکتور مقایسه | قالبگیری بادی اکستروژن (EBM) | قالبگیری بادی تزریقی (IBM) | قالبگیری بادی کششی (SBM) |
|---|---|---|---|
| پیچیدگی فرآیند | سادهترین | متوسط | پیچیدهترین |
| هزینه ابزار و قالب | پایین | متوسط تا بالا | بالا |
| سرعت تولید (نرخ تولید) | بسیار بالا | متوسط | بسیار بالا (به خصوص در دو مرحلهای) |
| کیفیت سطح و دقت ابعادی | متوسط (نیاز به پلیسهگیری) | بسیار عالی | عالی |
| میزان پسماند | بالا (پلیسه) | ناچیز | ناچیز |
| انعطافپذیری طراحی | بالا (امکان تولید دستهدار) | محدود (بدون دسته) | محدود (بدون دسته، اشکال ساده) |
| نوع محصولات معمول تولیدی | گالن، دبه، بطری شوینده، قطعات خودرو | ظروف کوچک دارویی، آرایشی، دهان گشاد دقیق | بطری آب، نوشابه، روغن، شفاف و با استحکام بالا |
| مواد اولیه رایج | HDPE, PP, PVC | HDPE, PP, PET (کمتر) | PET (عمده), PP (کمتر) |
دستگاهها و تجهیزات جانبی مورد نیاز در صنعت قالبگیری بادی
دستگاههای اصلی
- ماشینهای اکستروژن بادی: این دستگاهها برای تولید پریزون و سپس دمش هوا به کار میروند. مدلهای پیوسته و متناوب با ظرفیتهای مختلف موجود هستند.
- ماشینهای تزریق بادی: دستگاههایی که شامل یک واحد تزریق (برای ساخت پریفرم) و یک واحد دمش (برای شکلدهی نهایی) هستند.
- ماشینهای کشش بادی: این ماشینها برای فرآیندهای تک مرحلهای (شامل تزریق، کشش و دمش) یا دو مرحلهای (شامل حرارتدهی، کشش و دمش پریفرمهای از پیش ساختهشده) طراحی شدهاند.
اجزای مهم دستگاه
- واحد پلاستیکسازی: شامل سیلندر و ماردون (پیچ) که وظیفه ذوب و یکنواخت کردن مواد پلیمری را بر عهده دارد.
- واحد قالبگیری: شامل دو نیمه قالب که شکل نهایی محصول را تعیین میکنند.
- سیستم دمش هوا: شامل کمپرسور هوا، پین دمش و شیرهای کنترل فشار.
تجهیزات جانبی ضروری
- کمپرسور هوا: برای تامین هوای فشرده با فشار و حجم مناسب.
- چیلر یا سیستم خنککننده: برای خنککاری قالبها و جلوگیری از تغییر شکل محصول پس از خروج.
- آسیاب بازیافت: برای خرد کردن ضایعات تولیدی (پلیسه در اکستروژن بادی) و بازگرداندن آنها به چرخه تولید به عنوان گرانول بازیافتی.
- رباتهای برداشت: برای برداشت اتوماتیک قطعات از قالب و انتقال به مرحله بعدی یا بستهبندی.
- سیستمهای انتقال مواد: برای جابجایی گرانول پلی پروپیلن، گرانول پلی استایرن، گرانول ABS، گرانول HDPE و کامپاند پلیمری از سیلوها به دستگاه.
کاربردهای گسترده قالبگیری بادی در صنایع مختلف
فرآیند قالبگیری بادی به دلیل توانایی تولید قطعات توخالی با اشکال متنوع و حجمهای مختلف، در صنایع گوناگونی کاربرد فراوان دارد. این کاربردها نشاندهنده اهمیت و جایگاه محوری این روش در تولید پلاستیکهای مصرفی و صنعتی است:
- صنعت بستهبندی: از رایجترین کاربردها، تولید انواع بطریهای آب آشامیدنی، نوشابهها، شیر، روغنهای خوراکی، ظروف مواد شوینده و بهداشتی (شامپو، مایع دستشویی)، و ظروف دارویی و شیمیایی است.
- صنعت خودرو: تولید قطعاتی مانند باک سوخت، مجراهای هوا، مخازن مایعات (مانند مخزن شیشهشور و روغن ترمز) و سایر قطعات توخالی خودرو.
- کالاهای مصرفی: ساخت اسباببازیهای توخالی، توپها، لوازم خانگی پلاستیکی (مانند پارچ آب) و مخازن ذخیرهسازی.
- پزشکی و داروسازی: تولید بطریهای استریل برای سرم و محلولها، ظروف نمونهبرداری و آزمایشگاهی.
- صنایع خاص: شامل ظروف سموم کشاورزی، لولههای خاص با دیواره ضخیم، و برخی قطعات در صنعت ساختمان.
مزایای کلی و چشمگیر فرآیند قالبگیری بادی
قالبگیری بادی به عنوان یک روش تولید انبوه پلاستیک، دارای مزایای قابل توجهی است که آن را برای تولید بسیاری از محصولات، انتخابی ایدهآل میسازد:
- مقرون به صرفه بودن: با توجه به سرعت بالای تولید و استفاده بهینه از مواد اولیه، هزینه تولید واحد محصول در حجمهای بالا بسیار پایین است که این امر آن را به روشی اقتصادی تبدیل میکند.
- انعطافپذیری طراحی: قابلیت تولید اشکال پیچیده، ظروف دستهدار و محصولات با هندسههای خاص، این روش را برای برآورده کردن نیازهای متنوع بازار منعطف میسازد.
- وزن سبک: محصولات توخالی تولید شده با این روش بسیار سبک هستند که این ویژگی به کاهش هزینههای حمل و نقل و جابجایی کالا کمک شایانی میکند.
- دوام و استحکام: بسیاری از محصولات بادی، به خصوص آنهایی که با روش کششی بادی تولید میشوند، دارای مقاومت بالا در برابر ضربه، فشار و مواد شیمیایی هستند.
- پایداری و بازیافت: بخش قابل توجهی از مواد پلاستیکی مورد استفاده در این فرآیند (مانند PET و HDPE)، قابلیت بازیافت دارند که به کاهش اثرات زیست محیطی و ترویج اقتصاد دایرهای کمک میکند. اکسیر پلیمر با تولید گرانول بازیافتی، نقش مهمی در این چرخه ایفا میکند.
صنعت قالبگیری بادی با توانایی تولید انبوه، هزینههای بهینه، و انعطافپذیری در طراحی، نقشی بیبدیل در زنجیره تامین محصولات پلاستیکی جهان ایفا میکند.
چالشها و محدودیتهای فراروی صنعت قالب گیری بادی
مانند هر فرآیند تولیدی دیگری، قالب گیری بادی نیز با چالشها و محدودیتهایی روبرو است که آگاهی از آنها برای بهینهسازی فرآیند ضروری است:
- کنترل دقیق ضخامت دیواره: در برخی از روشها، به ویژه اکستروژن بادی، کنترل یکنواختی ضخامت دیواره در تمام نقاط قطعه، به خصوص در گوشهها و انحناها، میتواند دشوار باشد.
- هزینههای اولیه بالا: سرمایهگذاری برای خرید ماشینآلات پیشرفته و قالبهای دقیق، به خصوص در روشهای تزریقی-بادی و کششی-بادی، میتواند نسبتاً بالا باشد.
- محدودیت در تولید قطعات غیرتوخالی: این فرآیند به طور خاص برای تولید قطعات توخالی طراحی شده و برای ساخت قطعات کاملاً توپر یا با هندسههای بسیار پیچیده داخلی مناسب نیست.
- مدیریت پسماند: در روش اکستروژن بادی، تولید پلیسههای اضافی اجتنابناپذیر است که نیاز به جمعآوری، آسیاب و بازیافت دارد. این امر نیازمند سیستمهای بازیافتی کارآمد و استفاده از گرانول بازیافتی با کیفیت است.
- زمان سیکل تولید: در برخی از روشها (مانند تزریقی-بادی)، زمان سیکل تولید ممکن است طولانیتر باشد که بر ظرفیت تولید تاثیر میگذارد.
آینده و نوآوریها در صنعت قالب گیری بادی
- توسعه مواد اولیه پیشرفته: تحقیق و توسعه در زمینه پلاستیکهای زیستتخریبپذیر و زیستمبنا، و همچنین موادی با خواص مانع (Barrier) بهبود یافته، در حال گسترش است. استفاده از کامپاند پلی پروپیلن و کامپاند پلی استایرن ویژه میتواند به تولید محصولات با ویژگیهای خاص (مانند مقاومت بیشتر در برابر اکسیژن یا دما) کمک کند.
- پیشرفت در ماشینآلات: نسل جدید ماشینهای قالبگیری بادی با اتوماسیون بیشتر، رباتیک، و بهینهسازی مصرف انرژی طراحی میشوند. این ماشینها دقت و سرعت تولید را افزایش میدهند.
- فناوریهای دیجیتال و هوش مصنوعی: بهرهگیری از هوش مصنوعی برای کنترل بهینه فرآیند، پیشبینی عیوب، و افزایش کارایی تولید، و همچنین استفاده از پرینت سهبعدی برای ساخت سریعتر و دقیقتر قالبها، از روندهای آینده است.
- تولید هوشمند: ادغام سیستمهای IoT (اینترنت اشیا) و تحلیل دادهها برای نظارت لحظهای بر فرآیند، کاهش خطاها و افزایش بهرهوری کلی.
- قالبگیری بادی چندلایه: توسعه روشهای تولید ظروف با چندین لایه پلیمری متفاوت برای بهبود خواص مانع، افزایش عمر مفید محصولات و کاهش مهاجرت مواد. این لایهها میتوانند شامل انواع مختلف گرانول پلی پروپیلن، گرانول HDPE و کامپاند پلیمری تخصصی باشند.
آینده صنعت قالب گیری بادی با تمرکز بر پایداری، هوشمندی و تولید مواد با کارایی بالا، نویدبخش محصولاتی کارآمدتر و سازگارتر با محیط زیست است.
سوالات متداول
حداقل سرمایه مورد نیاز برای راهاندازی یک خط تولید قالب گیری بادی در مقیاس کوچک چقدر است و چه مدت طول میکشد تا به سودآوری برسد؟
حداقل سرمایه برای یک خط تولید کوچک قالبگیری بادی بسته به نوع روش و ظرفیت متفاوت است، اما معمولاً از چند صد میلیون تومان تا چند میلیارد تومان متغیر است؛ سودآوری آن نیز بسته به بازار، مدیریت و نوع محصول، معمولاً 1 تا 3 سال زمان میبرد.
تفاوت اصلی بین قالب گیری بادی و تزریق پلاستیک در چیست و کدامیک برای تولید بطریهای نوشیدنی شفاف با استحکام بالا مناسبتر است؟
قالبگیری بادی برای تولید قطعات توخالی و تزریق پلاستیک برای قطعات توپر استفاده میشود؛ برای بطریهای نوشیدنی شفاف و مستحکم، قالب گیری بادی کششی (به ویژه دو مرحلهای) مناسبتر است.
چه اقداماتی میتوان برای کاهش ضایعات مواد و بهینهسازی مصرف انرژی در فرآیند قالب گیری بادی اکستروژن انجام داد؟
برای کاهش ضایعات، استفاده از سیستمهای بازیافت داخلی و آسیاب کردن پلیسهها و بازگرداندن آنها به چرخه تولید به عنوان گرانول بازیافتی توصیه میشود؛ بهینهسازی مصرف انرژی نیز با استفاده از ماشینآلات مدرن و سیستمهای خنککننده کارآمد امکانپذیر است.
چگونه میتوان ضخامت یکنواخت دیواره را در محصولات قالب گیری بادی تضمین کرد و چه عواملی بر کیفیت نهایی محصول تاثیرگذارند؟
یکپارچگی ضخامت دیواره با کنترل دقیق دما، فشار هوا و طراحی بهینه قالب و پریفرم تضمین میشود؛ عواملی نظیر کیفیت مواد اولیه (مانند گرانول پلی پروپیلن یا کامپاند پلی استایرن)، شرایط فرآیند، و دقت ماشینآلات بر کیفیت نهایی تاثیرگذارند.
بازار کار، فرصتهای شغلی و چالشهای واردات/صادرات در صنعت قالب گیری بادی در ایران چگونه است؟
بازار کار و فرصتهای شغلی در این صنعت در ایران با توجه به نیاز گسترده به بستهبندی پلاستیکی، مناسب است؛ چالشها شامل تحریمها، نوسانات نرخ ارز و رقابت داخلی است که بر واردات و صادرات تاثیر میگذارد
